
 português
português









Introdução de usinagem ultra-sônica
Princípio de trabalho da usinagem ultra-sônica
A figura mostra a usinagem ultra-sônica Operação. O oscilador e amplificador eletrônico, também conhecido como gerador, converte a energia elétrica disponível de baixa frequência para alta frequência poder da ordem de 20 kHz que é fornecida ao transdutor.
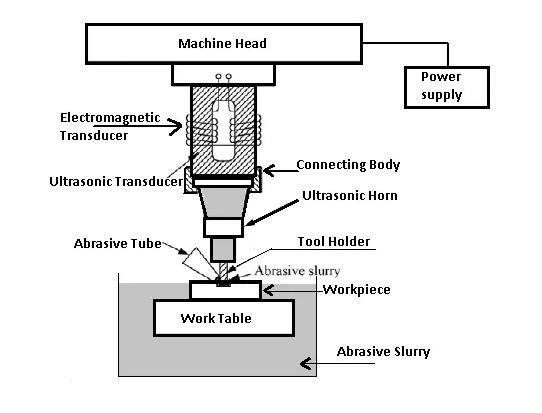
O transdutor opera por magnetron Striction. A alta frequência A fonte de alimentação ativa a pilha do magnetostrictive material que produz movimento vibratório longitudinal da ferramenta A amplitude dessa vibração é inadequada para cortar as fins. Isso é, portanto, transmitido à ferramenta penetrante através de um dispositivo de foco mecânico que fornece uma intensa vibração da amplitude desejada na ferramenta final.
O dispositivo de focagem mecânica é às vezes chamado de velocidade transformador. Isso é uma haste afilada ou chamada de "chifre". É extremidade superior sendo fixada ou soltada para a face inferior do magnetostrictive material. Sua extremidade inferior é fornecida com meios para proteger a ferramenta
tudo estes partes, incluindo a ferramenta feita de baixo carbono ou aço inoxidável à forma da cavidade desejada, atuar como um corpo elástico transmite as vibrações para a ponta da ferramenta
Os abrasivos comumente usados são
Óxido de alumínio (alumina), carboneto de boro, carboneto de silicone e diamante poeira. O boro é o material abrasivo mais caro e é mais adequado para o corte de carboneto de tungstênio, aço da ferramenta e gemas. O silicone encontra o mais aplicativo. Para . Corte de vidro e cerâmica, a alumina é encontrada como a melhor. Melhor.
A suspensão abrasiva é espalhada para a ferramenta de trabalho interface por bombeamento. Um sistema de resfriamento refrigerado é usado para esfriar a suspensão abrasiva a uma temperatura de 5 a 6 ° C. Um bom método é manter a pasta em um banho na zona de corte
O tamanho do abrasivo varia entre 200 Grit e 2000 grão. Grades grosseiras são boas para desbaste, enquanto Notas mais finas, dizem 1000 grãos, estão empregados para acabamento. Abrasivos frescos cortam melhor e a lama, portanto, ser substituída periodicamente
precisão
A velocidade máxima de penetração em materiais macios e frágeis, como cerâmica suave, são da ordem de 20 mm min, mas para materiais duros e difíceis, a taxa de penetração é inferior. Precisão dimensional até T0.005 MM é possível e acabamentos de superfície até um valor de RA de 0.1-0.125 Micron pode ser obtido.
um raio mínimo de canto de 0,10 MM é possível terminar usinagem. A gama de tamanhos de USM As máquinas variam de um tipo portátil leve tendo uma entrada de cerca de 20 W a máquinas pesadas, levando uma entrada até 2 KW.
Limitações do processo
A principal limitação do processo é seu corte de metal relativamente baixo taxas. A taxa máxima de remoção de metais é 3 mm® / s e o consumo de energia é de altura. A profundidade dos orifícios cilíndricos é atualmente limitada a 2.5 vezes o diâmetro da ferramenta
O desgaste da ferramenta aumenta o ângulo do buraco, enquanto cantos afiados se tornam arredondados. Isso implica que a substituição da ferramenta é essencial na produção de buracos cegos precisos. Além disso, o processo é limitado, na sua forma atual à máquina em superfícies de tamanho comparativamente pequeno.
desenvolvimento recente
Recentemente, um novo desenvolvimento na usinagem ultra-sônica ocorreu em que uma ferramenta impregnada com pó de diamante é usada e nenhuma suspensão é usada. A ferramenta tem oscilada em frequências ultra-sônicas, bem como rodada. Se Não é possível girar a ferramenta a peça de trabalho pode ser girada.
Isso A inovação removeu algumas das desvantagens do processo convencional na perfuração de profundidade Buracos. Para . Instância, as dimensões do buraco podem ser mantidas dentro +0.125 mm. Furos até 75 mm de profundidade foram perfurados em cerâmica sem queda na taxa de usinagem como é experiente no processo convencional
Aplicação de usinagem ultra-sônica
A simplicidade do processo torna econômica para uma ampla gama de aplicações como:
·Apresentando furos e buracos redondos de qualquer forma para os quais uma ferramenta pode ser feita. A gama de formas obtidas pode ser aumentada movendo a peça de trabalho durante Corte.
·Em operações de usinagem como operações de perfuração, moagem, perfilamento e fresagem em todos os materiais, ambas as conduzidas e não conduzindo.
·Copo de usinagem, cerâmica, tungstênio e outro carboneto duro, pedras preciosas como sintéticas Ruby.
·Em tópicos de corte em componentes feitos de metais e ligas duras aproximadamente girando e traduzindo a peça de trabalho ou a ferramenta
·Ao fazer carboneto de tungstênio e desenho de fio de diamante morre e morre para forjamento e extrusão processos.
·Ativando um dentista para perfurar um buraco de qualquer forma nos dentes sem criar qualquer dor
·Materiais extremamente duros e frágeis podem ser facilmente usinados.
·Perfis altamente precisos e um bom acabamento superficial podem ser facilmente obtidos.
·A peça usinada é livre de estresses.
·A taxa de remoção de metal é baixa.
· Devido a praticamente nenhuma geração de calor no processo, as propriedades físicas do material de trabalho permanecem inalteradas.
·A operação é intilante.
·Operação do equipamento é bastante Seguro.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Para .Inquéritos sobre nossos produtos ou pricelista, por favor, deixe para nós e entraremos em contato dentro de 24 Horas.





© direito autoral: 2026 Hangzhou Altrasonic Technology Co.,Ltd Todos os direitos reservados

IPv6 rede suportada
digitalizar para wechat



